Mối hàn đạt chuẩn phải đáp ứng tiêu chuẩn nghiệm thu mối hàn. Tùy từng lĩnh vực hàn, công nghệ hàn hoặc vật liệu hàn sẽ có những tiêu chuẩn đánh giá riêng. Bài viết dưới đây xin chia sẻ về tiêu chuẩn nghiệm thu dựa theo TCVN
Tiêu chuẩn nghiệm thu mối hàn và cách kiểm tra mối hàn đạt chuẩn theo tiêu chuẩn hàn TCVN

Công tác xử lý mép hàn trước khi thao tác hàn:
- Trước khi hàn phải làm sạch các mép mối hàn và phần kim loại nằm kề bên đến khi thấy ánh kim. Chiều rộng khoảng làm sạch tối thiểu là 10 mm mỗi bên. Chắc chắn rằng phải tẩy sạch xỉ hàn lớp trước mới được hàn lớp sau. (Nên sử dụng máy vát mép tấm hoặc máy vát mép ống để xử lý bề mặt của vật liệu cho công tác hàn.)
- Khi nhiệt độ không khí xung quanh dưới 0oC không được phép hàn chế tạo bất cứ bộ phận chịu áp lực nào bất kể chi tiết đó chế tạo bằng loại thép gì và với chiều dày bất kỳ.
- Khi hàn giáp mép các ống thép cacbon có đường kính khác nhau cho phép nong nguội ống nhỏ không quá 3% đường kính trong của nó khi đường kính ống nhỏ đến 83 mm và chiều dày thành ống đến 6 mm.
- Công nghệ hàn phải đảm bảo ứng suất xuất hiện trong mối hàn không lớn hơn trị số cho phép.

Tiêu chuẩn nghiệm thu mối hàn sau khi kết thúc quá trình hàn
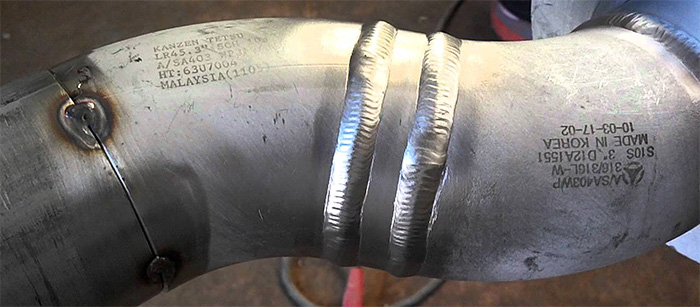
- Test bền ngoài mẫu hàn: không có vết nứt bề mặt mối hàn và phần kim loại nóng chảy. Không có chỗ bướu, lẹm, cháy thủng, hàn không ngấu và những khuyết tật công nghệ khác. Không sai lệch kích thước, hình dạng mối hàn, không xuất hiện phần lệch mép, chỗ gẫy góc.
- Test kim tương: Không bị nứt trong kim loại nóng chảy cũng như trong các vùng chịu ảnh hưởng nhiệt của kim loại cơ bản. Không có chỗ hàn thiếu ở chân mối hàn quá 15% chiều dày thành hoặc quá 3 mm nếu thanh dày trên 20 mm đối với sản phẩm chỉ hàn một phía. Không có chỗ hàn không ngấu giữa các lớp hàn với bìa mép. Không có vết nứt, rạng phần cấu tạo làm giảm tính đàn hồi và tính dẻo của kim loại. ( Cần chú ý kim tương Không được có lỗ xốp và ngậm xỉ quá 5 vết/1cm2 với kích thước mỗi khuyết tật không quá 1,5 mm và tổng của chúng không quá 3 mm).
- Test thử thủy lực: Trên mối hàn không có hiện tượng rạn nứt, rò rỉ nước, biến dạng mức độ lớn.
- Test kết quả kéo mối hàn: Được tính bằng trung bình cộng kết quả của các mẫu thử, không được thấp hơn độ bền tối thiểu của thép tương ứng, trong đó không có một mẫu nào thấp hơn 10% độ bền tối thiểu.
- Test uốn mối hàn không được thấp hơn trị cho số phép tại bảng 1 dưới.
- Test trị số độ dai va đập của kim loại mối hàn không được thấp hơn trị số trong bảng 2 dưới đây:
Bảng 1:
| Vật Liệu thép | Góc uốn cho phép nhỏ nhất |
| Hàn tiếp xúc, hàn điện, hàn xỉ điện với chiều dày mẫu hàn (mm) | Hàn hơi với chiều dày mẫu =< 12 mm |
| | =< 20 | > 20 | |
| Thép cacbon | 100 | 100 | 70 |
| Thép hợp kim thấp mangan và silic-mangan | 80 | 60 | 50 |
| Thép hợp kim thấp crom-molipden và crom-molipden-vanadi | 50 | 40 | 30 |
| Thép hợp kim cao crom | 50 | 40 | 30 |
| Thép hợp kim cao crom-molipden | 100 | 100 | 30 |
(Đối với chi tiết chế tạo bằng các loại vật liệu khác không nêu trong Bảng 2, trị số góc uốn do cơ quan thiết kế quy định)
Bảng 2:
| Nhiệt độ môi trường test (°C) | Trị số độ dai va đập min của mối hàn (Nm/cm2) |
| Tất cả thép trừ thép austenit | Với thép austenit |
| 20 | 49,05 | 68,67 |
| Thấp hơn 0 | 19,62 | 29,43 |
Một số phương pháp kiểm tra mối hàn phổ biến

Phương pháp thử cơ tính
- (còn gọi là phương pháp phá hủy): Đây là phương pháp nhằm xác định độ bền, độ dẻo của mối hàn qua các tác động như thử kéo, thử uốn, thử độ dai va đập. Từ đó có thể so sánh cơ tính của kim loại. Ưu điểm là cho ra kết quả trực tiếp; Hạn chế của phương pháp này là sẽ làm hỏng vật liệu hàn.
Phương pháp kiểm tra bên ngoài bằng nhãn quan:
- Việc kiểm tra đo đạc bên ngoài phải tiến hành ở hai phía trên toàn bộ chiều dài mối hàn. Bề mặt mối hàn và phần kim loại sát mối hàn cả hai phía phải được làm sạch khi kiểm tra bên ngoài. Bề rộng phần kim loại phải làm sạch là 20 mm. Sử dụng kính phóng đại để test chất lượng mối hàn.
Phương pháp chiếu tia xuyên qua (Gama, Rơnghen):
- Kiểm tra mối hàn bằng siêu âm hoặc chiếu tia xuyên qua nhằm phát hiện những khuyết tật bên trong mà mắt thường không nhìn thấy được ( nhờ các vết sẫm xuất hiện tại tấm fim đạt phía sau).
Phương pháp sóng siêu âm:
- Là cách sử dụng đầu phát để phát ra các chùm sóng siêu âm để chiếu vào các mối hàn. Theo tính chất nguyên lý, sóng siêu âm đi xuyên qua môi trường đồng nhất và phản xạ lại, tình trạng mối hàn có khuyết tật hay không sẽ được đầu phát sau khi thu lại sóng phản xạ sẽ hiển thị kết quả.
Phương pháp sử dụng hóa chất thẩm thấu:
- Phương pháp này dùng các hóa chất có tính chất hóa học có thể thẩm thấu vào các mối hàn. Nhờ tác động của lực mao dẫn lên các mối hàn có khuyết tật mà sau 1 khoảng thời gian, chỉ cần lau bề mặt phần đã sử dụng hóa chất rồi sử dụng chất hiện hình thì có thể phát hiện ra khuyết tật hàn.
Trên đây là một vài chia sẻ hiểu biết nhỏ về tiêu chuẩn nghiệm mối hàn (dựa trên nguồn tài liệu TCVN 6008 : 2010)
Một số câu hỏi thường gặp?
Sang phanh mối hàn là gì
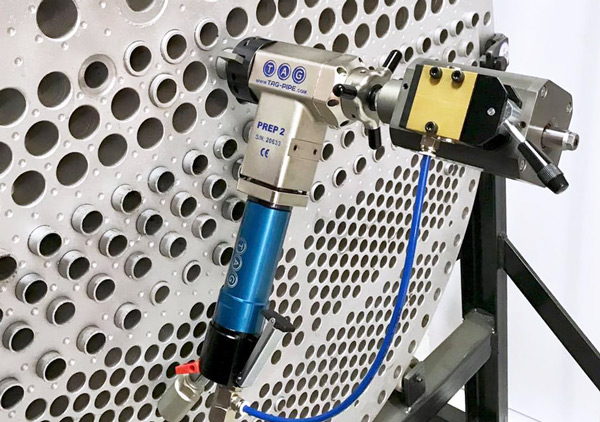
Sang phanh mối hàn hay còn được gọi là vát mép mối hàn, có thể hiểu là sử dụng phương pháp cắt nguội, hoặc cắt lửa để tạo ra bề mặt góc vát tại mối hàn (30 - 37,5 - 45 độ) với mục đích giúp công việc dễ dàng và chuẩn hơn, độ ngấu mối hàn tốt hơn. Thông thường công việc này sẽ dùng máy vát mép ống để thao tác
Tham khảo về giải pháp hỗ trợ cho công tác hàn các ống có kích thước đường kính lớn tới 600mm tại: Máy vát mép ống









![[Presentation] UNICOM J.S.C| Pipeline industry solutions](https://file.hstatic.net/1000277572/article/video-gioi-thieu-cong-tu-unicom_0b7f3f6aebf9434abed147bac378a5b1.jpg)


![[Vietbuild] Uni Group tham dự hội chợ triển lãm tại Đà Nẵng 5-2019](https://file.hstatic.net/1000277572/article/unicom-tham-du-trien-lam-vietbuild-da-nang-2019_cf316384c107409cab66803a6044305c.jpg)










{kind=link}